[07.05.2015]
Среди множества нововведений DEFORM v.11 можно отметить модель нагрева в печи. Модель нагрева в печи – специализированный инструмент, позволяющий прогнозировать характер распределения тепла при нагреве одной или более заготовок за одну загрузку в печь. Модель нагрева в печи интегрирована в модуль MultipleOperation, включает в себя возможность расположения заготовок в шахматном порядке, использование различных фиксаторов и т.д. Все это значительно упрощает определение исходных данных для моделирования нагрева в печи.
Традиционно,при моделировании процесса нагрева в печи, принято делать допущение о неизменности во времени температура в печи, то есть, как правило, задается время выдержки заготовки при определенной постоянной температуре. Это допущение подразумевает, что наличие или отсутствие заготовок никак не влияет на температуру в печи. В реальности загрузка в печь холодной заготовки или нескольких заготовок может привезти к значительному падению температуры в печи. Новая модель нагрева учитывает влияние загрузки печи на ее температуру и энергопотребление.
Энергетические затраты – важный фактор в кузнечно-штамповочном производстве и термической обработке. Одним из путей снижения энергопотребления является оптимизация процесса нагрева заготовок под ковку и штамповку. Новая модель нагрева в печи может стать эффективным инструментом оптимизации схем загрузки заготовок в печь, графиков нагрева, что в конечном итоге позволит снизить энергопотребление при нагреве, а так же снизить вероятность возникновения дефектов, связанных с неравномерностью прогрева заготовок.
Изменение температуры печи, при загрузке в нее заготовок, сильно зависит от массы и количества этих заготовок. Очевидно, что большая масса холодного материала, загруженная в печь, приведет к значительному падению температуры печи, что отразится на времени нагрева материала до нужной температуры.
Новая модель нагрева в печи позволяет пользователю определять следующие параметры технологического процесса:
- Схема загрузки в печь
- Свойства печи
- ПИД (Пропорционально-интегро-дифференцирующее) управление откликом печи
- Оценка принудительной конвекции
- Вычисление энергетического баланса
- Оценка энергии потребления при нагреве
Дружественный интерфейс модуля Multiple Operation позволяет определять размеры печи, особенности ее стенок, особенности работы ее системы охлаждения и рециркуляции. Имеется модель как газовой, так и электрической печи. Имеется возможность моделирования отклика печи на изменяющиеся
параметры технологического процесса с помощью ПИД управления.
Определения необходимого энергопотребления печи происходит путем вычисления энергетического баланса технологического процесса. Загрузка в разогретую печь холодных заготовок ведет к переходу значительной части тепловой энергии печи в энергию нагрева заготовок, что, как уже было сказано выше, ведет к падению температуры печи. ПИД управление же позволяет минимизировать это падение и восстановить искомый график нагрева.
В DEFORM v.11 реализован комплексный подход к решению задач температурного анализа, основанный на методе конечных элементов. Учитывается теплопроводность, как самих заготовок, так и теплопроводность фиксаторов, а так же стенок печи. Может быть определена как печь со свободной, так и с принудительной конвекцией. В случае печи с принудительной конвекцией, модель автоматически оценивает коэффициенты конвективной теплоотдачи поверхностей, обдуваемых рециркуляционными вентиляторами. В силу того, что важную роль при нагреве в печи нескольких объектов играет процесс излучения, важным преимуществом данной модели является возможность учета влияния коэффициента черноты и эффектов затенения.
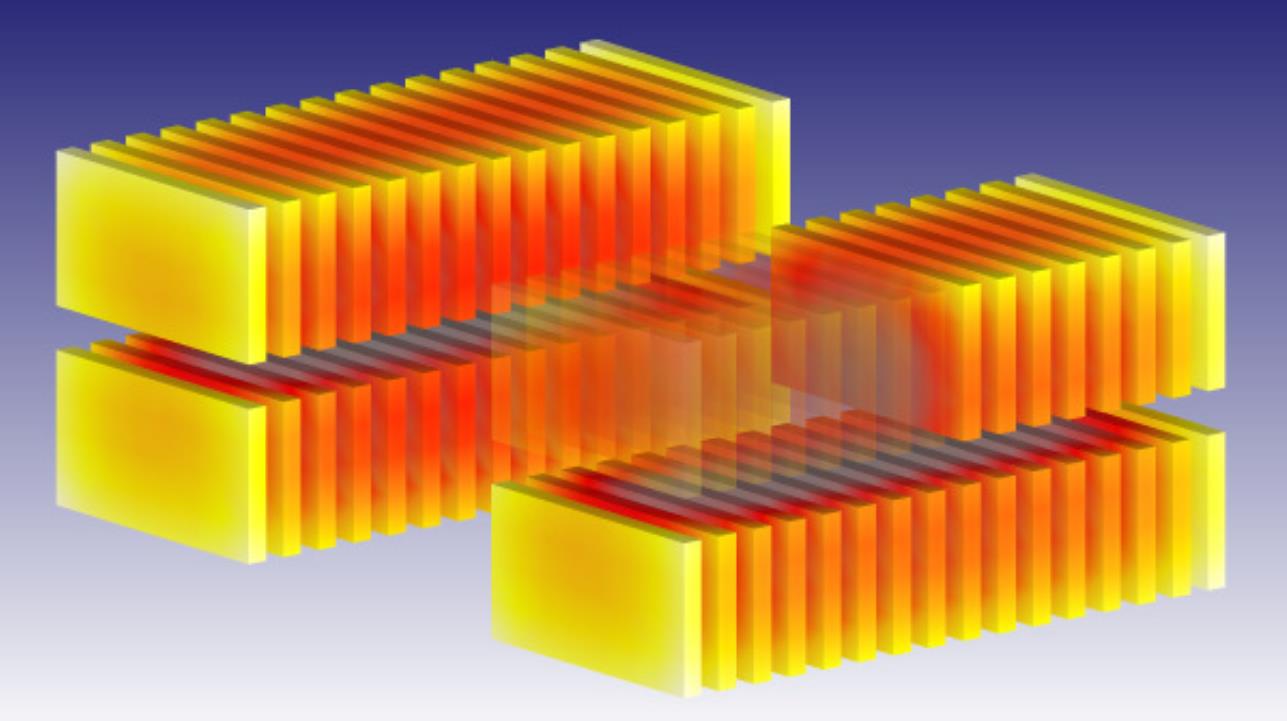
На рисунке показано распределение температуры заготовок в объёме печи. Значительное влияние на распределение температуры оказывают эффекты конвекции и излучения, зависящие от схемы загрузки заготовок в печь.
Примеры использования новой модели нагрева в печи
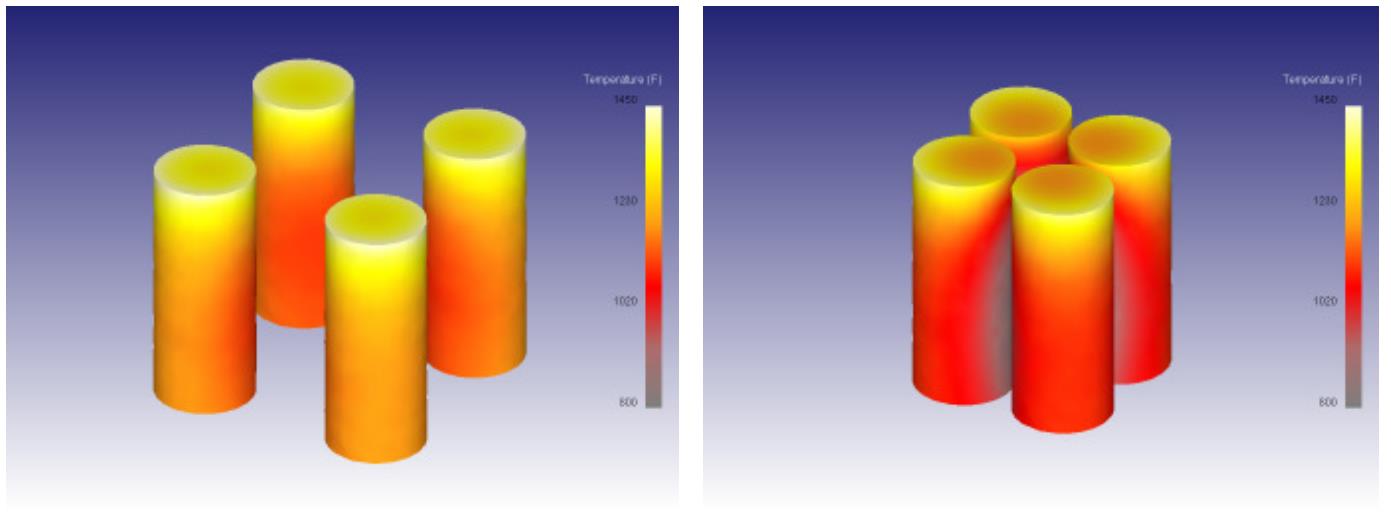
Первый пример: размещение в печи четырех цилиндрических заготовок
Первый вариант – заготовки расположены на довольно большом расстоянии друг от друга, второй вариант – заготовки расположены очень близко друг к другу. Большое расстояние между заготовками обеспечивает хорошую принудительную конвекцию и минимизирует влияние взаимного излучения заготовок. В этой связи первый вариант расположения заготовок обеспечиваетнагрев на 45 минут быстрее, нежели второй вариант, за счет того, что второй вариант приводит к затенению части поверхности заготовки заготовкой находящейся напротив. На рисунке ниже представлена картина распределения температуры при обоих вариантах расположения заготовок в середине цикла нагрева. Подобный анализ позволяет оптимизировать расположение заготовок в печи и минимизировать время нагрева.
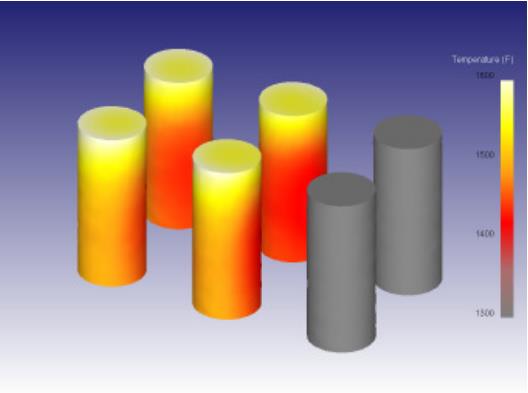
Второй пример представляет собой продолжение первого: начало технологического процесса нагрева предполагает расположение четырех заготовок в печи на довольно большом расстоянии друг от друга, их нагрев в течение одного часа с последующим добавлением к ним еще двух заготовок комнатной температуры. Эта последовательность приводит к тому, что две заготовки, расположенные в центре печи, нагреваются медленнее, нежели в первом примере за счет падения температуры печи при загрузке двух дополнительных холодных заготовок и возникновению затенения.
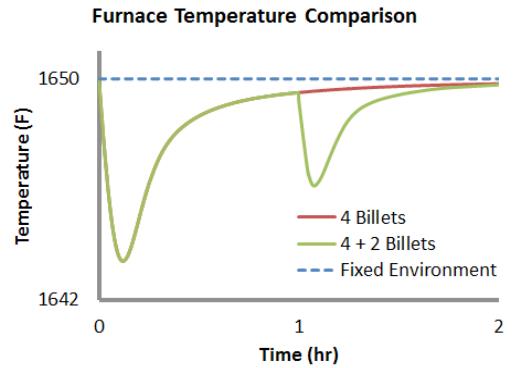
На рисунке справа приведен график изменения температуры в печи при трех вариантах моделирования:
- Синей, пунктирной линией показана постоянная температура в печи при традиционной постановке задачи нагрева без учета особенностей работы печи;
- Красной линией показано изменение температуры печи при нагреве четырех заготовок с резким падением в начальный момент, вызванным загрузкой холодных заготовок в печь;
- Зеленой линией показан вариант нагрева четырех заготовок с последующим добавлением двух холодных заготовок. На графике видно два падения температуры: первое вызванное загрузкой первых четырех заготовок в печь, второе вызванное добавлением к имеющимся четырем двух дополнительных холодных заготовок.








